052-361-7537
052-361-7537 052-352-3180
052-352-3180


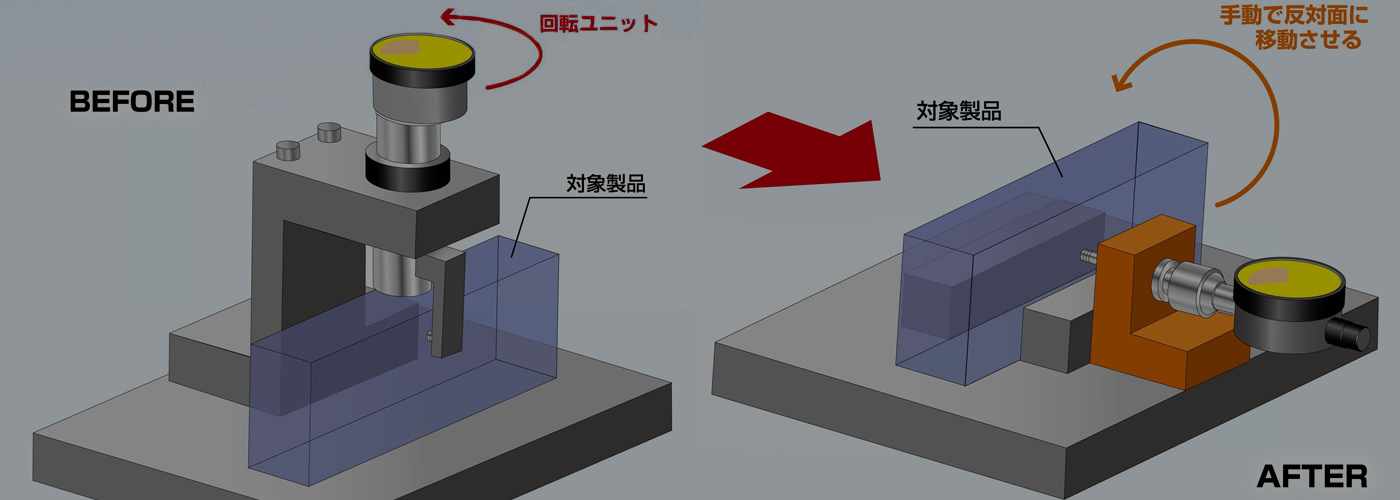
Before (改善前)
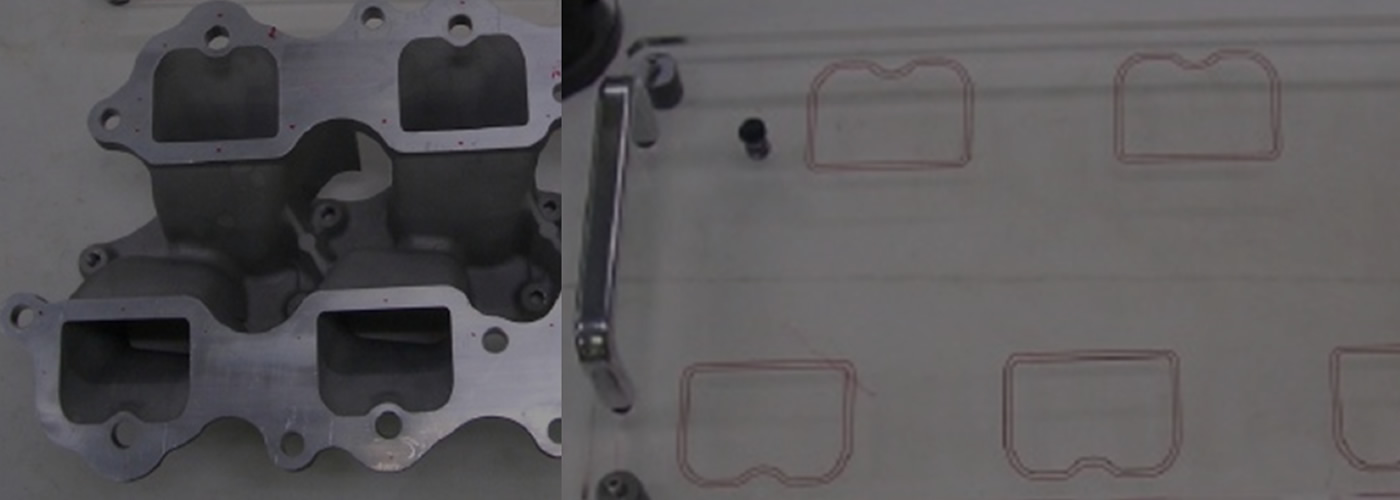
写真のゲージは、複数の段付き孔加工を施したワークに対して、同軸度の測定を行う同軸度アーバーです。非常に一般的なゲージであると言え、ゲージメーカーでも規格品として様々な種類が提供されています。しかし、イラストのように製品精度が高い場合には、規格品ではゲージがうまき挿入できないといった問題が発生し、特にφ0.005㎜以下の精度を測定する場合には難しく、測定に時間がかかっていました。
V
After (改善後)
こちらのような高い精度の同軸度アーバーの設計においては、①φ0.008㎜の逃がしをつけること、②先端部にR形状を付けることがポイントです。一つ目のΦ0.008の逃がしは、基準と測定側にφ0.004mmずつつけることがポイントであり、例えば、基準側はφ15.000→14.996に、測定側にはφ9.992→φ9.996とすると良いと言えます。2つ目のR形状は対象製品にキズを付けない為の加工となっています。